


S rýchlym vývojom a obrovským technickým pokrokom naprieč odvetviami v poslednom desaťročí, sa konštrukčný dizajn výrobkov stal zložitejším a existuje nevídané množstvo rôznych tvarov foriem. S rastúcim podielom voľne tvarovaných povrchov a rastúcimi požiadavkami na presnosť spracovania foriem čelí disciplína merania novým výzvam.
Tradičné metódy merania foriem sa vo všeobecnosti vykonávajú ručne, pomocou kontaktných meracích nástrojov, ako sú mikrometre, kalibre, kontúrografy a ďalšie. Je možné merať len niekoľko atribútov, ako je šírka, výška a hĺbka formy, zatiaľ čo napríklad zakrivenie povrchov alebo veľké plochy je ťažké merať. Tieto meracie metódy sú nielen komplikované a časovo náročné, ale je ťažké zabezpečiť aj kvalitu a presnosť merania, čím sa meranie foriem stáva veľmi náročnou súčasťou priemyselnej výroby. Z tohto dôvodu si bezkontaktné meranie 3D skenerom postupne získalo pozornosť priemyslu a stalo sa jednou z hlavných metód priemyselného merania vďaka schopnosti prekonať nedostatky tradičných meracích metód a dosiahnuť kvalitnú a presnú kontrolu.

Spoločnosti zaoberajúcej sa výrobou foriem tak umožnila digitálne naskenovať formu s rozmermi cca 1,5 m × 1 m. Vzhľadom na značné rozdiely v spracovaní a limitáciám technológie, nemôže forma v mnohých prípadoch po výrobe dosiahnuť požadovanú presnosť. Z tohto dôvodu sa meranie foriem stáva nevyhnutnou etapou vo výrobnom procese priemyselných produktov. Z dôvodu veľkosti hliníkovej formy nie sú tradičné ručné meracie nástroje schopné presne získať komplexné údaje o jej rozmeroch a tak sa spoločnosť rozhodla použiť na 3D meranie formy ručný 3D skener.
EinScan HX inovatívne spája zdroj modrého LED svetla a modrý laser do jedného zariadenia a tým je kompatibilný s rôznymi aplikačnými scenármi pri meraní. Vďaka svojej prenosnosti, užívateľsky prívetivej manipulácii a vysokej rýchlosti skenovania, prináša vysokú efektivitu merania.
Proces merania by sa tak dal rozdeliť do 3 krokov:
Krok 1: Aplikácia referenčných bodov a príprava objektu pre zber dát.
Pre toto skenovanie bol zvolený režim laserového skenovania. Pred skenovaním boli referenčné body aplikované na hliníkovú formu. Vďaka použitiu laserového módu nie je potrebné predmet zmatňovať sprejom.
Krok 2: Samotné 3D skenovanie.
Laserový režim má rýchlosť skenovania až 480 000 bodov/s pri presnosti až 0,04mm (objemová prenosť až 0.04+0.06mm/m). Technik tak strávil iba 10 minút, aby priamo získal kompletné údaje o vysoko presných 3D rozmeroch hliníkovej formy.
Krok 3: 3D meranie a reporting.
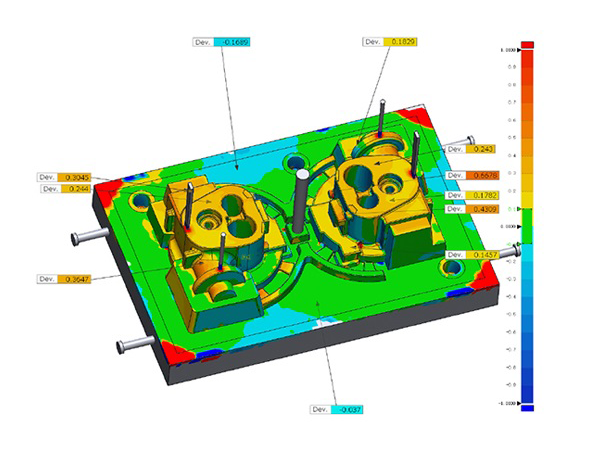
Aby sa skontrolovalo, či hliníková forma spĺňa požiadavky na presnosť, naskenované údaje o hliníkovej forme a digitálny model pôvodného CAD dizajnu boli importované do meracieho softvéru Geomagic Control X. Po zarovnaní súradníc bola vykonaná analýza odchýlok pomocou chromatogramu na získanie anotovaného diagramu odchýlok. Nakoniec bola správa o meraní exportovaná.
Vo vyššie uvedenej prípadovej štúdii sme predstavili aplikáciu EinScan HX pomocou laserového režimu na meranie veľkej hliníkovej formy. Proces skenovania trval menej ako 30 minút od použitia referenčných bodov na 3D skenovanie po získanie záverečnej správy o porovnávacej analýze. Táto metóda ušetrila veľa času v porovnaní s tradičnými meracími metódami a vyriešila mnohé problémy, ktoré nie je možné odhaliť tradičnými meracími nástrojmi.